|
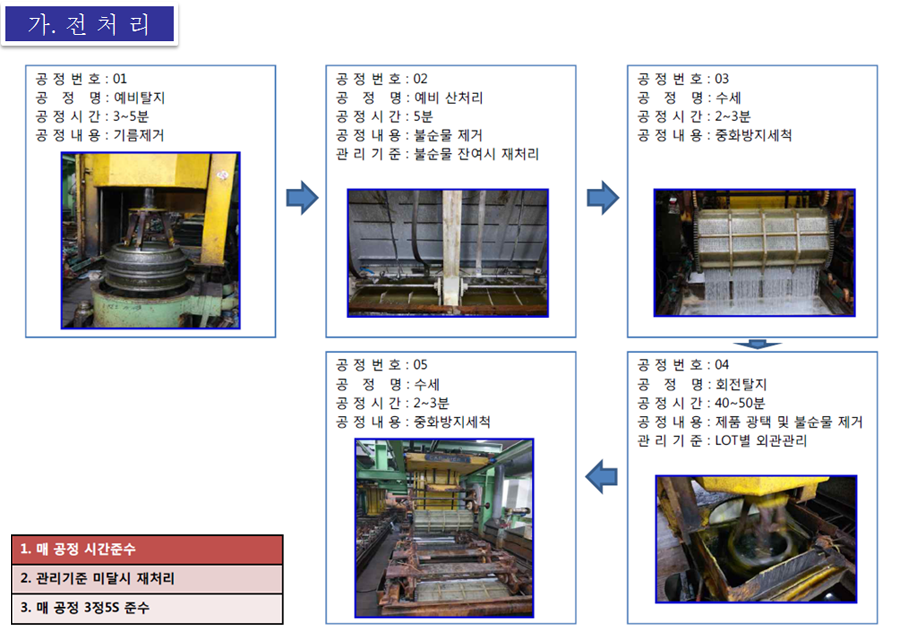
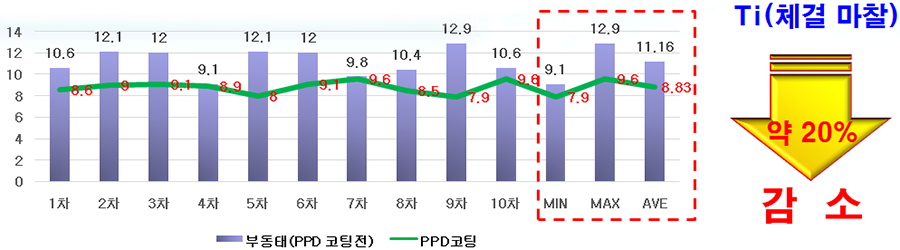
체결 TORQUE 안정 |
| |
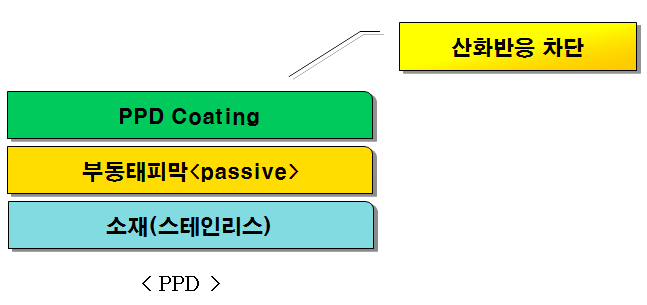
PPD Coating 피막이 체결 TORQUE를 안정화 시켜 볼트 및 스크류 자동 체결 시 발생되는 설삽 불량 및 제품 조립 시 발생 될수 있는 OVER TORQUE로 인한 제품의 손상 방지 |
|
| |
 |
| |
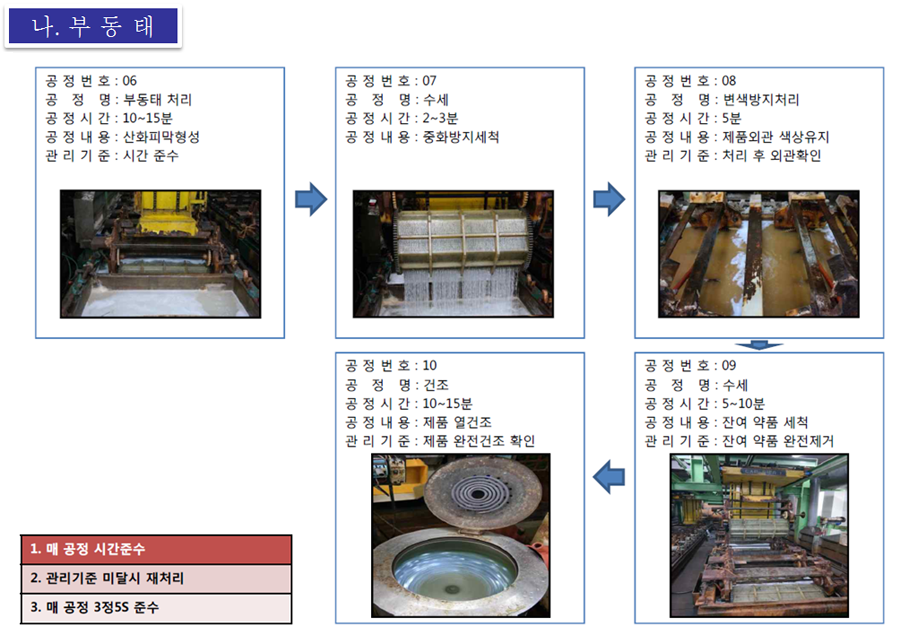
| TORQUE 검증 목적 ▶ BOLT 피막 사양 별 Ti 검증을 통한 PPD 코팅 피막에 대한 유효성 검증 |
| |
|
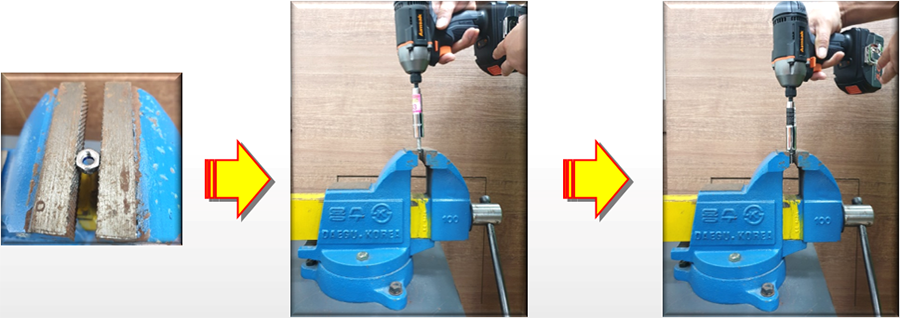
Ti 측정 방법 |
| |
검증용 상대물을 VISE에 고정 시킨 후 수동 Torque Gauge를 이용하여 피막 사양에 대한 Torque 성능을 측정한다. |
|
| |
 |
| |
|
TORQUE 검증 DATA |
| |
TEST용 BOLT & 상대물 |
|
| |
| BOLT SIZE |
BOLT PICTURE |
상대물(NYLON NUT) |
STS 육각볼트
M8 L25 |
 |
 |
|
| |
| 단위: Kgf.cm |
 |
사양 |
검증항목 |
#1 |
#2 |
#3 |
#4 |
#5 |
#6 |
#7 |
#8 |
#9 |
#10 |
MIN |
MAX |
AVE |
부동태 처리
(PPD 코팅 前) |
Ti |
10.6 |
12.1 |
12.0 |
9.10 |
12.1 |
12.0 |
9.80 |
10.4 |
12.9 |
10.6 |
9.1 |
12.9 |
11.16 |
| PPD 코팅처리 |
Ti |
8.6 |
9.0 |
9.10 |
8.90 |
8.0 |
9.10 |
9.60 |
8.50 |
7.90 |
9.60 |
7.9 |
9.6 |
8.83 |
|
| |
| - 검증영상 |
|
| |
|
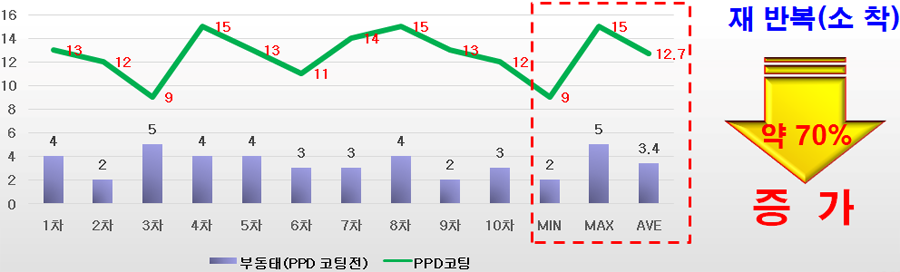
SUS 소착 현상 개선 |
| |
오스테나이트 계열의 SUS 304는 소착 현상에 약한 재질로 SUS BOLT와 SUS NUT 체결 시 빈번하게 발생되는 소착현상을 PPD Coating 피막이 완화 시켜 소착 현상을 개선 |
|
| |
|
소착 현상 유형 |
|
 |
SCREW 체결 진행 시 상대물과의 마찰(Touch)발생으로 칩(Sludge)이물질 생성
→ 소착 발생으로 과도한 체결Torque 증가로 인한 상대물 파괴 및 BOLT 끼임 |
| |
| 검증 목적 ▶ SCREW 피막 사양 별 재 반복 검증을 통한 PPD 코팅 피막에 대한 유효성 검증 |
| |
|
재 반복 측정 방법 |
| |
VISE에 상대물을 고정 시킨 후 BOLT 체결용 전동 DRIVER를 사용 일정한 Torque(하중)을 설정하여 체결 반복을 진행 피막 사양에 대한 소착 여부를 확인한다. |
|
| |
 |
| |
|
재 반복(소착) 검증 DATA |
| |
TEST용 BOLT & 상대물 |
|
| |
| BOLT SIZE |
BOLT PICTURE |
상대물(NYLON NUT) |
STS 육각볼트
M12 L40 |
 |
 |
|
| |
 |
사양 |
검증항목 |
#1 |
#2 |
#3 |
#4 |
#5 |
#6 |
#7 |
#8 |
#9 |
#10 |
MIN |
MAX |
AVE |
부동태 처리
(PPD 코팅 前) |
소착 발생 |
4회 |
2회 |
5회 |
4회 |
4회 |
3회 |
3회 |
4회 |
2회 |
3회 |
2회 |
5회 |
3.4회 |
| PPD 코팅처리 |
소착 발생 |
13회 |
12회 |
9회 |
15회 |
13회 |
11회 |
14회 |
15회 |
13회 |
12회 |
9회 |
15회 |
12.7회 |
|
| |
| - 검증영상 |
|
| |
|
TORQUE 안정 및 소착 추이분석 |
|
| |
|
 |
| |
|
 |